_1.png)

فناوری های لیزر و مواد:
جوشکاری لیزر آبی آلیاژ آلومینیوم 7075-T6 و پلی اترترکتون تقویت شده با فیبر کربن
در بررسی بسیار جدیدی، جوشکاری لیزری آلیاژ آلومینیوم 7075-T6 و پلی اترترکتون تقویت شده با فیبر کربن مورد بحث قرار گرفته است.
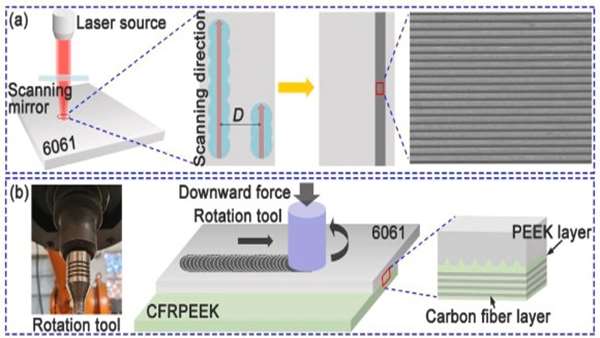
پلی اتر اترکتون تقویت شده با فیبر کربن[1] (CFR-PEEK) در کاربردهای بایومواد مانند استفاده در ستون فقرات و پیچهای تثبیت کننده استخوان استفاده شده است. جوشکاری لیزری برای اتصال آلیاژهای آلومینیوم و پلیمرهای تقویتشده با فیبر کربن (CFRP) به صورت ارزان و سریع در خودروهای سبکوزن، بهویژه در زمینه وسایل نقلیه انرژی جدید استفاده شده است. در سال های اخیر، یک راه جدید برای به دست آوردن اتصالات جوش داده شده از جنس آلیاژی با بازتاب قوی تر، جوشکاری لیزر آبی (BLW[2]) است. پرتو لیزر آبی، مواد مورد نظر را در امتداد اتصالات ذوب میکند و سپس مواد مایع شده در یکدیگر جریان (نفوذ) پیدا کرده و پس از سرد شدن، درز جوش را تشکیل می دهند. این فرآیند منجر به ایجاد اتصالاتی میشود که به طور ویژهای صاف هستند و کیفیت فوق العادهای دارند و بنابراین بسیار پایدار هستند.
در بررسی بسیار جدیدی، جوشکاری لیزری آلیاژ آلومینیوم 7075-T6 و پلی اترترکتون تقویت شده با فیبر کربن مورد بحث قرار گرفته است. در این مطالعه، یک آزمایش مقایسهای ابتکاری بین جوشکاری لیزر آبی (BLW) و جوشکاری نوسانی لیزر فیبری (FLOW[3])، با استفاده از آلیاژ آلومینیوم 7075-T6 و پلی اترترکتون تقویتشده با فیبر کربن (CFRP-PEEK) به عنوان مواد مطالعه انجام شده است، و مکانیزم جوشکاری لیزری تشریح شده است.
بر اساس آزمایشات مشخصه یابی انجام شده، حداکثر نیروی کششی اتصال BLW، 478 نیوتن است که بیشتر از نیروی کششی 290 نیوتنی اتصال FLOW است. علاوه بر این، حداکثر تنش پسماند در اتصالBLW، 325 مگاپاسکال است که کمتر از تنش پسماند در محل اتصال FLOW است. نتایج آزمایشات این تحقیق نشان داده است، رزین تعبیهشده در حوضچه مذاب باعث رشد کریستالهای ستونی در اطراف رزین میشود، و این به ویژه در جوشکاری نوسانی لیزر فیبری نمود پیدا میکند به طوری که تمرکز تنش در اطراف رزین PEEK میتواند منجر به ضعیف شدن اتصالات در جوشکاری با توان بالا شود. میتوان گفت مکانیزم مؤثر بر استحکام اتصال، به حضور تعداد بیشتر و اندازه بزرگتر عیوب حبابی شکل (تخلخل) در داخل حوضچه مذاب FLOW و حضور خط مرزی بین کریستالهای ستونی و هممحور در اطراف این عیوب حبابی بستگی دارد. این خط مرزی به این معنی است که اختلاف دما در آن نواحی زیاد است.
در این تحقیق در کنار بررسیهای آزمایشگاهی، از یک مدل المان محدود نیز استفاده شده است. نشان داده شده است مدل المان محدود توسعه داده شده با نتایج آزمون تطابق خوبی دارد و میتواند به طور موثر نتایج آزمایش را هدایت و پیشبینی کند. در ترکیب نتایج آزمایشگاهی با نتایج شبیهسازی اجزای محدود، وجود اختلاف دما منجر به یک توالی انجماد متفاوت در اطراف عیوب حبابی داخل حوضچه مذاب میشود، بنابراین تمرکز تنش رخ میدهد. بنابراین، فصل مشترک اتصال FLOW به طور کامل ترکیب نمیشود و یک پدیده امتزاج ناپذیری (شکاف) رخ میدهد.
منبع:
https://www.sciencedirect.com/science/article/abs/pii/S0030399222005977
_2.png)
ارسال به دوستان