_1.png)

فناوری های مواد و ساخت:
فناوری جوشکاری پرتو الکترونی فولاد 10CrMo9-10 با الزامات کیفی خاص
اخیرا نتایج یک تحقیق در مورد توسعه فناوری جوش با پرتو الکترونی ورقهای فولادی 10CrMo9-10 با یک سری پارامترها ارائه شده است که امکان دستیابی به عمق همجوشی خاص را فراهم میکند.
نیاز به بهینه سازی عملکرد دستگاه ها و افزایش شرایط کاری آنها باعث استفاده از مصالح ساختمانی پیشرفته تر و یا استفاده از مواد سنتی، اما فرآوری شده متفاوت می شود. در بین مواد معمولی، فناوریهای مختلف اتصال مواد، به عنوان مثال جوشکاری اصطکاکی اغتشاشی (FSW)، جوشکاری با پرتو لیزر (LBW) یا جوشکاری قوس الکتریکی با روش خاص تغذیه سیم یا تغذیه قوس الکتریکی، بسیار محبوب هستند. روش جوشکاری پرتو الکترونی (EBW) به دلیل هزینه های سرمایه گذاری اولیه و محدودیت های ناشی از اندازه محفظه خلاء، تنها در صنایع منتخب مانند هوانوردی یا پزشکی قابل استفاده است. صنعت برق فعلی تا حد زیادی بر اساس روش های تولید مرسوم است. توسعه منابع حرارتی تجدیدپذیر، مانند آسیابهای بادی یا سیستمهای خورشیدی، باعث میشود که این سیستمها بیشتر و بیشتر متداول شوند و بخش مهمی از منبع تغذیه عمومی را تشکیل دهند. تولید آنها به سیستم های ساخت پیشرفته نیاز دارد. سیستم های مدرن برای تولید سازه های جوش داده شده، که به طور مستقل عمل می کنند، نیاز به کیفیت مناسب آماده سازی لبه دارند. در نتیجه، شکل پیچیده ریشه مناسب و سودمند نیست.
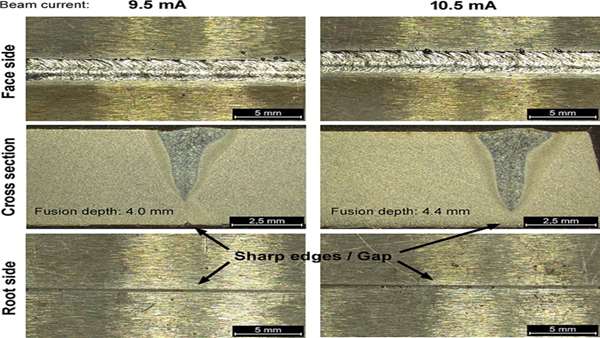
اخیرا نتایج یک تحقیق در مورد توسعه فناوری جوش با پرتو الکترونی ورقهای فولادی 10CrMo9-10 با یک سری پارامترها ارائه شده است که امکان دستیابی به عمق همجوشی خاص را فراهم میکند. فن آوری توسعه یافته، همچنین شرایط مساعدی را برای به دست آوردن سختی مناسب در ناحیه جوش و همچنین در دسترس بودن لبه های اتصال برای سیستم های پردازش خودکار بیشتر فراهم می کند. بنابراین، فناوری جوشکاری توسعهیافته، انجام تعدادی از الزامات خاص را فراتر از امکان جوشکاری دستی و همچنین روشهای دیگر امکانپذیر میسازد. در این بررسی، بعد از ارزیابی صحت فرآیند جوش، اندازه گیری سختی و همچنین بررسی های میکروسکوپی انجام شده است که وجود ساختار مطلوب و همچنین توزیع سختی را در ناحیه اتصال نشان می دهد. نتایج این تحقیق به صورت خلاصه به صورت زیر می باشد:
- امکان استفاده از پرتو الکترونی برای جوشکاری عناصر فولادی مورد استفاده در صنایع انرژی (CrMo9-10) با رعایت الزامات خاص فراهم شده است.
- جوشکاری پرتو الکترونی با عمق همجوشی کنترل شده نشان داده شده است.
- ویژگی های ریزساختار اتصال جوش داده شده ارائه شده است.
- تغییرات در خواص مکانیکی (سختی) در نتیجه جوشکاری ارائه شده است.
منبع:
https://www.sciencedirect.com/science/article/pii/S2213846322002127
_2.png)
ارسال به دوستان